【生产能力】可回收排放总量中85%的细颗粒物料
应用范围
应用于水电站沙石骨料加工系统、玻璃原料加工系统,人工制沙生产线、选煤厂粗煤泥的回收及环保工程(泥浆净化等)等,可有效解决生产线细沙回收问题。在线咨询
产品介绍
细砂回收机是我公司吸收国外先进技术设计的,广泛用于泥浆净化、水电站砂石骨料系统、玻璃原料加工系统、人工制砂生产线及选煤厂粗煤泥的回收。
目前现有的人工机制沙生产线,大部分采用湿法生产工艺,不论采用哪种形式的洗沙机,其缺点是细沙(0.2mm以下颗粒)流失问题严重,有的甚至流失20%以上。这不但损失产量,而且还严重影响沙子的级配,造成级配不合理,细度模数增大,大大降低了机制沙的产品质量。在混凝土搅拌中不仅增加了水泥的用量,提高商硂的成本,而且过多的细沙排放,还会造成土地资源的浪费和环境的污染。该设备是我公司吸收国外高技术,结合客户实际生产中细沙流失严重的情况而专门设计的高科技环保设备。
目前现有的人工机制沙生产线,大部分采用湿法生产工艺,不论采用哪种形式的洗沙机,其缺点是细沙(0.2mm以下颗粒)流失问题严重,有的甚至流失20%以上。这不但损失产量,而且还严重影响沙子的级配,造成级配不合理,细度模数增大,大大降低了机制沙的产品质量。在混凝土搅拌中不仅增加了水泥的用量,提高商硂的成本,而且过多的细沙排放,还会造成土地资源的浪费和环境的污染。该设备是我公司吸收国外高技术,结合客户实际生产中细沙流失严重的情况而专门设计的高科技环保设备。
细砂回收机经济效益分析
螺旋洗砂机或者轮斗洗砂机的废水中细砂含量约为6%左右(6吨/小时),经细砂回收设备处理后,由细砂回收设备排放的废水中细粉含量不到1%,细砂回收率高达80%(6吨/小时×85%=5吨/小时)。
生产线每天按照工作8个小时计算:5吨/小时×8小时=40吨/天;
一年按照工作260天来技术:40吨/天×260天=10400吨/年;
成品砂子按照25元/吨计算:10400吨×25元/吨=26万;
出去设备运行和维护费用约5万元/年,一年增加21万的收入。
某石料厂因环保问题的原因,为减少生产过程中产生的粉尘,使用两台水泵给振动筛供水,总水量为100-150吨/小时,是其他同样配置生产线的3-4倍。因此,正常湿法筛分生产线中废水中细砂含量约为15-20%。
假设沙石料厂生产线产量为100吨/小时,湿法筛分,则洗砂机排出的废水中细砂含量为100吨/小时×15%=15吨小时,经细砂回收设备处理后,可以回收细砂:15吨/小时×83%=12.45吨/小时,一年可以回收细砂15吨/小时×8小时×260天=25896吨,细砂按照25元/吨来计算,25896吨×25元/吨=64.74万,出去设备运行和维护费用约10万元/年,一年可以有65万-10万=55万元的收益。同时,细砂有效进行回收,减少了沉淀池的工作量,降低了沉淀池的清理成本!
思科细砂回收机可以回收砂水混合物总排放量中85%的细颗粒物料,具有其他设备不具备的技术和经济优势!
产品优点
 思科细砂回收机的性能优势:
思科细砂回收机的性能优势:1、传统人工砂湿法加工工艺中,人工砂的洗泥、脱水采用的螺旋洗砂机,人工砂中细砂的流失几乎不能控制。采用该细砂回收系统,可以有效降低细砂的流失量,使其控制在5%—10%之内,很好的解决了人工骨料加工系统中出现的成品砂细度模数偏高、石粉含量偏低的难题。
2、 振动筛采用高分子聚氨酯筛网较其它类型的筛网寿命更长,且不会堵孔。
3、 旋流器内衬超高分子聚氨酯,提高了整个装置的使用寿命,可顺利完成料浆浓缩、液体澄清等工作。
4、 可回收排放总量中85%的细颗粒物料,具有其它设备无可比拟的技术和经济优势。
5、 细粒得到充分回收,减少了沉淀池的工作量,降低了沉淀池的清理成本。
6、 减少了细料堆放时间,可直接转运,供应市场。
7、 可根据用户的不同要求,设计相同的解决方案。
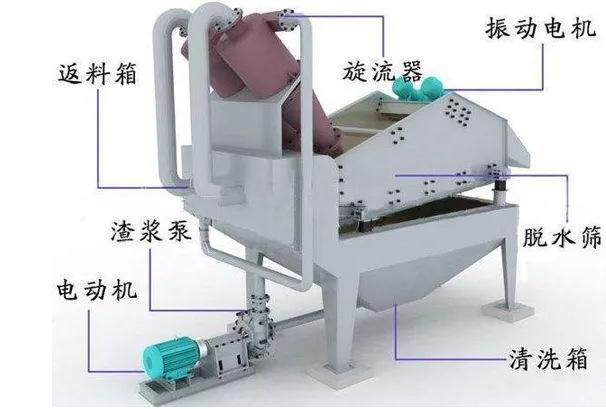
工作原理
专用离心渣泵将清洗槽内的沙水混合物输送至旋流器,离心分级浓缩的细沙经沉沙嘴提供给振动脱水筛,经振动筛脱水后,细沙与水有效分离,少量细沙,泥等经返料箱再回到清洗槽,于旋流器回流的混合液产生混合,再次被送至旋流器分离。当清洗槽液面过高时,经出水口排出。可通过改变离心泵转速、改变沙浆浓度,调节溢流水量,更换出沙嘴来实现细度模数调整,从而完成清洗、脱水和分级三种功能。